অ্যালুমিনিয়াম স্ট্রিপ ঢালাই ওজন কমানোর একটি মূল কারণ, বিশেষ করে মোটরগাড়ি শিল্পে, এবং ওভার জন্য উন্নত করা সত্ত্বেও 50 বছর, স্ট্রিপ কাস্টিং এখনও জনপ্রিয়তা অর্জন করছে.
কাস্টিং গতি বিভিন্ন কারণ দ্বারা সীমিত হতে পারে, খাদ ঢালাই প্রকার এবং প্রয়োজনীয় প্লেট বেধ সহ.
মোটরগাড়ি শিল্পে, ওজন কমানো হল সবচেয়ে গুরুত্বপূর্ণ চ্যালেঞ্জগুলির একটি সমাধান করা, এবং আরো ঐতিহ্যবাহী ইস্পাতের পরিবর্তে অ্যালুমিনিয়াম খাদ ব্যবহার পুরো গাড়ির ওজন উল্লেখযোগ্যভাবে কমাতে পারে.
যাহোক, অটোমোবাইল সংস্থার জন্য অ্যালুমিনিয়াম খাদ শীট খুব ব্যয়বহুল. অতএব, যাতে অ্যালুমিনিয়াম খাদ ব্যবহার খরচ বাঁচাতে, একটি কম খরচে অ্যালুমিনিয়াম খাদ শীট বিকাশ করা প্রয়োজন যা উদ্দেশ্যযুক্ত অ্যাপ্লিকেশনের প্রয়োজনীয়তাগুলি পূরণ করতে পারে.
অ্যালুমিনিয়াম পণ্যগুলির জন্য অবিচ্ছিন্ন ঢালাই মেশিনের বিকাশ অতীতে ভালভাবে নথিভুক্ত করা হয়েছে 50 বছর. প্রক্রিয়াগুলি পাতলা স্ল্যাব বা স্ট্রিপ ঢালাইয়ের বেধ অনুসারে শ্রেণীবদ্ধ করা হয়. পাতলা স্ল্যাব এবং স্ট্রিপ ঢালাই আধা-সমাপ্ত পণ্য পর্যায়ে বাইপাস করে, পুনরায় গরম করা হ্রাস করে এবং অনেকগুলি ঘূর্ণায়মান পদক্ষেপগুলি দূর করে, উল্লেখযোগ্য শক্তি সঞ্চয় এবং উল্লেখযোগ্য উত্পাদনশীলতা লাভের ফলে.
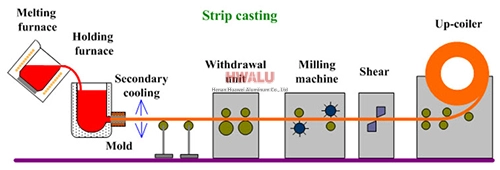
1950 এর দশকের গোড়ার দিকে পাতলা স্ট্রিপ ঢালাই বাণিজ্যিকীকরণ করা হয়েছিল. অ্যালুমিনিয়াম খাদ শীট প্রধানত টুইন রোল কাস্টিং মেশিনে উত্পাদিত হয়. এই প্রক্রিয়ায়, গলিত ধাতু পাল্টা-ঘূর্ণায়মান অনুভূমিক ঢালাই রোল একটি জোড়া মধ্যে চালু করা হয়, এবং দৃঢ়ীকরণ শুরু হয় যখন গলিত ধাতু রোলগুলিকে স্পর্শ করে. রোলগুলির পৃষ্ঠে গঠিত কঠিন ধাতব খোলটি রোলের মধ্যে ন্যূনতম ছাড়পত্রের বিন্দুর দিকে অগ্রসর হয়, নিপ নামে পরিচিত. ধাতু নিপ মাধ্যমে পাস হিসাবে, দৃঢ়ীকরণ সম্পূর্ণরূপে সম্পূর্ণ হয় এবং উপাদানটি রোলগুলি ছেড়ে যাওয়ার সাথে সাথে বিকৃত হয়ে যায়. কম খাদ অ্যালুমিনিয়াম খাদ সফলভাবে ঢালাই এবং ঘূর্ণিত করা হয়েছে 1/2 এর ঘূর্ণায়মান গতিতে ইঞ্চি বেধ 4 প্রতি 6 ফুট/মিনিট (50 প্রতি 70 পাউন্ড/ঘন্টা/ইঞ্চি).
ঢালাই গতি সীমিত যে ঢালাই গতি বৃদ্ধি শীট কেন্দ্ররেখা বিচ্ছিন্নতা বৃদ্ধি করে. নির্দিষ্টভাবে, প্লেটের কেন্দ্রীয় অঞ্চল ইউটেটিক গঠনকারী উপাদানে সমৃদ্ধ হয়ে উঠবে (ফে, এবং, নি, Zn) এবং পেরিটেটিক গঠনকারী উপাদানের ঘাটতি (আপনি, ক্র, ভি, Zr).
অতএব, AA5XXX এবং 6XXX-এর মতো উচ্চতর মিশ্রিত উপাদানগুলি স্ট্রিপ ঢালাই প্রক্রিয়া দ্বারা উত্পাদন করা আরও কঠিন. প্রক্রিয়াটির আরেকটি দিক হল যে কাস্টিং গতি আরও সীমিত হয় উচ্চ বিচ্ছেদ শক্তি দ্বারা পছন্দসই প্লেটের বেধ অর্জনের জন্য. এর কারণ হল অ্যালুমিনিয়াম স্ট্রিপটি নিপে প্রবেশ করার সাথে সাথে শক্ত হয়, প্রস্থ প্রতি ইঞ্চি বল কয়েক টন ফলে. ঘূর্ণায়মান গতি বৃদ্ধির ফলে অভিন্ন তাপ স্থানান্তর অর্জনে অসুবিধা প্রক্রিয়াকরণের গতি বাড়ানোর আরেকটি বাধা. বাণিজ্যিক স্ট্রিপ ঢালাই মেশিন 1 মিমি থেকে 15 মিমি পর্যন্ত স্ট্রিপ বেধ তৈরি করতে পারে
