Литье алюминиевых полос – ключевой фактор снижения веса, особенно в автомобильной промышленности, и несмотря на то, что он разработан более 50 годы, Стриптиз-кастинг по-прежнему набирает популярность.
Скорость литья может быть ограничена несколькими факторами, включая тип отливки из сплава и требуемую толщину листа.
В автомобильной промышленности, снижение веса является одной из самых важных задач, которые необходимо решить, а использование алюминиевых сплавов вместо более традиционных сталей позволяет значительно снизить вес всего автомобиля..
тем не мение, листы из алюминиевого сплава для автомобильных кузовов очень дорогие. Следовательно, для того, чтобы сэкономить стоимость использования алюминиевых сплавов, необходимо разработать недорогой лист из алюминиевого сплава, отвечающий требованиям предполагаемого применения.
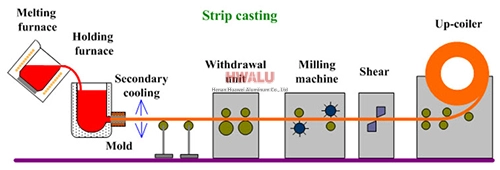
Разработка машин непрерывного литья заготовок для алюминиевых изделий хорошо задокументирована в прошлом. 50 годы. Процессы классифицируются в зависимости от толщины отливки тонких слябов или полос.. Разливка тонких слябов и полос минует стадию полуфабриката, уменьшает повторный нагрев и устраняет множество этапов прокатки, что приводит к значительной экономии энергии и значительному повышению производительности.
Литье тонких полос было коммерциализировано в начале 1950-х годов.. Листы из алюминиевого сплава в основном производятся на двухвалковых литейных машинах.. В этом процессе, расплавленный металл подается между парой вращающихся в противоположных направлениях горизонтальных литейных валков, а затвердевание начинается, когда расплавленный металл касается валков. Сплошная металлическая оболочка, образующаяся на поверхности валков, продвигается к точке минимального зазора между валками., известный как щипок. Когда металл проходит через зажим, затвердевание полностью завершено, и материал деформируется при выходе из валков. Низколегированные алюминиевые сплавы были успешно отлиты и прокатаны в 1/2 дюймовая толщина при скорости прокатки 4 к 6 фут/мин (50 к 70 фунт/час/дюйм).
Скорость разливки ограничена тем, что увеличение скорости разливки увеличивает сегрегацию листа по центральной линии.. Особенно, центральная область пластины станет богатой эвтектообразующими элементами (Fe, А также, Ni, Zn) с дефицитом перитектообразующих элементов (Ты, Cr, В, Zr).
Следовательно, более высоколегированные материалы, такие как AA5XXX и 6XXX, труднее производить методом ленточной разливки.. Еще один аспект процесса заключается в том, что скорость литья дополнительно ограничивается высокими усилиями разделения, необходимыми для достижения желаемой толщины листа.. Это связано с тем, что алюминиевая полоса является твердой при входе в зажим., в результате несколько тонн силы на дюйм ширины. Трудность достижения равномерной теплопередачи при увеличении скорости прокатки является еще одним препятствием для увеличения скорости обработки.. Коммерческие машины для литья полос могут производить полосы толщиной от 1 мм до 15 мм.
